新型硬质合金—添加钽、铌的硬质合金
2009年05月18日 10:54 8290次浏览 来源: 中国有色网 分类: 硬质合金
1 概述
高速钢只能承受600℃以下的温度。高速钢刀具受耐热性的限制,切削速度不能过高,只在20~25m/min左右,故其切削效率尚处于较低的水平。高速钢的硬度仅为HRC62~65,不能切削淬硬钢和冷硬铸铁。硬质合金刀具材料的问世,使切削加工水平出现了一个飞跃。硬质合金刀具能实现高速切削与硬切削。

硬质合金是高硬度、难熔的金属化合物粉末(WC、TiC等),用钴或镍等金属作粘结剂压坯、烧结而成的粉末冶金制品。其中,高硬度、耐高温的碳化物比高速钢耍多得多,故能承受很高的切削湿度,允许采用很高的切削速度。但由于硬质台金的可加工性差,且较脆,过去主要只用于车刀和面铣刀,近年来已扩展到整体和镶齿的钻头、铰刀、立铣刀、三面刃铣刀和螺纹、齿轮刀具等。WC、TiC的常温硬度分别为HV1780和3200,熔点分别为2900℃和3200℃。这些性能刘切削难加工材料和提高加工效率非常有用。
德国是世界上首先生产硬质合金的国家,1923年用粉末冶金法研制成功钨钴合金(WC+Co),1931年又制成钨钛钴类合金(WC+TiC+Co)。到20世纪30年代中后期,美国、日本、英国、瑞典均能生产硬质合金。第二次世界大战期间,硬质合金刀具已开始应用。战后50年来,硬质合金作为刀具,模具和耐磨件材料,得到突飞猛进的发展。品种繁多,质量不断提高。在刀具方面,硬质合金成为与高速钢并驾齐驱的最主要的刀具材料。与高速钢相比,硬质合金的种类和牌号非常多,因此对它的合理选择和应用应给予足够的重视。
在20世纪50年代初、中期,我国引进前苏联技术,建成了株洲硬质合金厂;后来又建成了自贡硬质合金厂。当时,作为刀具材料的产品比较单调,只有切削钢材的钨钛钴系列—YT5、YT14、YT15、YT30和切削铸铁与有色金属的钨钴系列—YG8、YG6、YG3。随着科技事业的发展,各种难加工材料不断涌现并得到广泛应用,用上述普通硬质合金牌号作为刀具切削各种难加工材料已不能满足全部要求,于是我国硬质合金工业大力发展研制技术,生产出多种新型硬质合金。第一是采用高纯度的原料,如采用杂质含量低的钨精矿及高纯度的三氧化钨等;第二是采用先进工艺,如以真空烧结代替氢气烧结,以石蜡工艺代替橡胶工艺,以喷雾或真空干燥工艺代替蒸汽干燥工艺;第三是改变合金的化学组分;第四是调整合金的结构;第五是采用表面涂层技术。
新型硬质合金分为五大类,即
(1)添加钽、铌的硬质合金;
(2)细晶粒与超细晶粒硬质合金;
(3)Ti(C,N)基与TiC基硬质合金;
(4)表面涂层硬质合金;
(5)添加稀土元素硬质合金。
本文介绍添加钽、铌的硬质合金。其余四类将陆续闸述。
2 添加钽、铌硬质合金的类别与性能
硬质合金中添加TaC、NbC后,能够有效提高常温硬度、高温强度和高温硬度,细化晶粒,提高抗扩散和抗氧化磨损的能力,从而提高了耐磨性。此外还能增强抗塑性变形的能力。因此,切削性能得以改善。通常使用添加钽、铌的硬质合金,是为了提高硬质合金的耐磨陛、抗冲击能力和使用中的通用性。
添加钽、铌的硬质合金分为两大类:
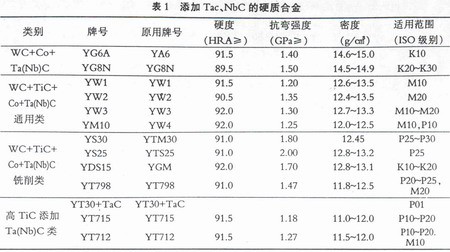
(1)WC+Ta(Nb)C+Co类 即在在YC类合金的基础上又加入了TaC、NbC。如株洲硬质合金厂研制的YG6A和YG8N就属于这类合金(表1)。YG6A和YG8N的耐磨性与抗冲击性均优于YG6和YG8。这类合金主要用于加工铸铁和有色金属。
(2)WC+TiC+Ta(Nb)C+Co类 即在YT类合金的基础上又加入了TaC、NbC,用以加工钢料。个别牌号也能加工铸铁。这类合金品种繁多,但归纳起来可分为三种:①通用类:TiC含量为4~10%,TaC、NbC含量为4~8%,Co含量为6~8%,综合性能较好,适用范围宽,既可加工钢材,又可以加工铸铁和有色金属,但其单项性能指标并不比普通的YT、YG合金强。YWl、YW2、YW3等牌号就是通用类合金(见表1)。②铣削牌号类:TiC含量~般少于10%,TaC含量高达10~14%,Co含量亦达10%,主要用于铣刀。添加较多的TaC后,能有效地提高合金的抗机械冲击和抗热裂的性能;配以较高的含Co量,抗弯强度亦高。株洲硬质合金厂的YS30、YS25、YDS15及自贡硬质合金厂的YT798属于此类合金(表1),③高碳化钛添加TaC、NbC类:TiC含量一般在10%以上(个别的有低于10%者),直到30%。添加TaC、NbC约5%以下,可用以替代各个等级的YT类普通合金,耐磨性能显着提高。株洲硬质合金厂的YT30+TaC和自贡硬质合金厂的YT712、YT715等都属于这类合金(表1)。
注:除YT798、YT712、YT715为自贡硬质合金厂产品外,其余牌号均为株洲硬质合金厂产品,但YW1、YW2两厂都生产。
除添加加TaC、NbC外,有些新型埂质合金还添加了Cr3C2、VC和W粉、Nb粉等。Cr3C2和VC的加入,可以抑制合金晶粒长大,W粉和Nb粉则可强化粘结相。
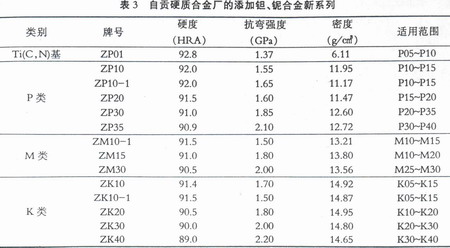
株洲硬质合金厂和自贡硬质合金厂近年在引进外国设备与技术后,又分别建立了添加钽、铌的硬质合金新系列,如表2、表3所示。
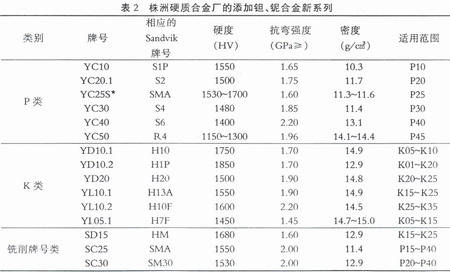
*YC25S 亦属于铣削牌号。
添加钽、铌的硬质合金牌号最多,令人眼花缭乱。然而根据P,M,K的国际类别与级别,是不难理解和选用的。
3 切削实验
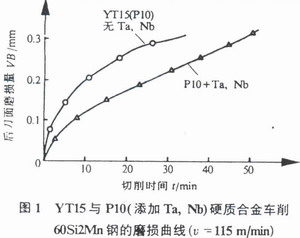
作者用普通未加Ta,Nb的硬质合金YT15(P10)切削高强度钢60Si2Mn(调质,HRC39~42),与P10+Ta,Nb硬质合金作对比,切削用量αp=1mm,f=0.2mm/r,刀具几何参数γ0=4°,α0=8°,κr=45°,rE=0.8mm,λs=-4°。其刀具磨损曲线及T-ν曲线如图l、图2所示。

T-ν曲线的Taylor方程如下:
ν=174.7/T0.12 m/min (YT15)
ν=176.2/T0.11 m/min (P10+Ta,Nb)
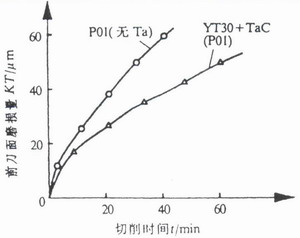
作者又用未添加Ta的P01硬质合金切削60Si2Mn高强度钢,与YT30(P01)+TaC硬质合金作对比,αp=0.5mm,f=0.2mm/r,ν=115m/min,刀具几何参数同上。其刀具磨损曲线见图3。
由图1~3可见,在添加Ta,Nb后,硬质合金刀片的耐磨性与使用寿命均有显着的提高。
责任编辑:刘征
如需了解更多信息,请登录中国有色网:www.wellhealthmag.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“安博(中国)”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非安博(中国))”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
