【扩大钛应用】话说钛箔
2021年12月02日 14:46 38539次浏览 来源: 安博(中国) 分类: 钛应用 作者: 王祝堂
箔是薄的金属片,如锡箔、铜箔、铝箔等,具体说,凡是厚度<0.2mm的金属片都叫箔。按金属箔的厚度不同把它分为厚箔、单零箔和双零箔。其中,厚箔厚度为<0.2mm-≥0.1mm,单零箔厚度<0.1mm-≥0.09mm,双零箔厚度≤0.001mm,当前可工业化轧制的最薄箔的厚度为0.0045mm。现在,铝箔的产量最大,几乎占全世界金属箔总产量的85%以上,中国是全球最大铝箔生产国和出口国,2020年的产量达4050kt,约占全球总量的65%,出口量占产量的30%,达1215kt。
钛箔生产难度大、价格高、产量低,估计2020年全世界的产量也不会超过20吨,主要生产国为美国,用途也不广,飞行器蒙皮隔热材料是其高端应用产品之一。大家知道,飞行器在空中飞行时,其外层金属蒙皮会因与空气激烈摩擦及其它原因发热升温,为了热量不传入内部,必须设置隔热保护层(图1)。它由四层隔热板焊成,中间还夹有一层更薄的平片。图2是隔热板零件图,是用0.08mm的TB2合金箔制的,TB2是一种β型钛合金,Ti-5Mo-5V-8Cr-3Al合金(质量%):Al2.5-3.5,Mo4.7-5.7,V4.7-5.7,Cr7.5-8.5,Fe0.30,C0.05,N0.04,H0.015,O0.15,其它杂质单个0.1,总计0.4,其余Ti。
美国、法国等采用超塑成形工艺加工这种钛箔隔热扳,不过,这种工艺虽能加工出优质的隔热板,但生产周期长,而且工件长时间处于高温状态,会或多或少吸收氧,钛在649℃以上不再具有抗氧化能力,会吸收较多的氧而变脆,使其力学性能全面下降。另外,超塑成形适于制备形状简单的工件,对于图2所示的复杂工件来说就很难超塑成形了,因为加工模具决非易事。
由于隔热板是扩散焊成的,因此,应精准严控氧含量,所以最好在真空炉内焊接,但这样需增添价格不菲的设备,增大了投资,也加大了操作难度。为此,北京航空工艺研究所程秀全等提出用半偶合模与采用包套保护工艺成功地制备出合格的低成本、高质高效的钛箔航空器隔热板,效果良好,获得用户高度称赞。
生产时,首先将TB2合金箔置于包套内,在热成形前除去包套内的氧,可用常规抽真空法除去,抽吸后将包套密封。采用包套技术应注意以下事项:仔细清理钛板料和包套表面上的油污和杂物,务必干干净净;严格精选包套材料,在高温下不漏气,本身不排放任何气体,还应尽可能选用高温强度较低材料,以降低变形抗力,提高模具寿命,保证工件尺寸精度要求;包套上应涂一层薄而均匀的止焊剂,以免包套与钛箔焊合,但止焊剂在高温下不能排放任何有害气体,不能含有水、胶之类的物质。
将制备的包套在750℃成形,压力不可过高,预热1min-2min,保压20s-30s,取出包套,待其冷却后即可取出工件,工件表面光亮程度几乎与原箔的等同。实测结果表明,表层含氧量<200ppm,氧化层厚度无变化。可见,包套既保护了工件不被污染,又承担了绝大部分的不均匀变形,大大提高了工件的变形均匀性,变形工件实测厚度为0.067mm-0.072mm,完全在原箔厚度偏差范围内。
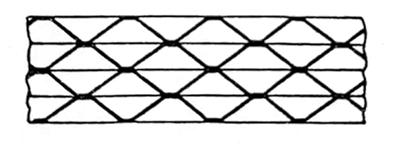
图1 隔热层剖视图
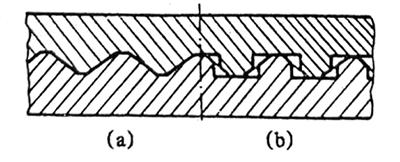
图2 隔热板零件图

图3 两种模具结构
责任编辑:杨一鸣
如需了解更多信息,请登录中国有色网:www.wellhealthmag.com了解更多信息。
中国有色网声明:本网所有内容的版权均属于作者或页面内声明的版权人。
凡注明文章来源为“安博(中国)”或 “中国有色网”的文章,均为中国有色网原创或者是合作机构授权同意发布的文章。
如需转载,转载方必须与中国有色网( 邮件:cnmn@cnmn.com.cn 或 电话:010-63971479)联系,签署授权协议,取得转载授权;
凡本网注明“来源:“XXX(非中国有色网或非安博(中国))”的文章,均转载自其它媒体,转载目的在于传递更多信息,并不构成投资建议,仅供读者参考。
若据本文章操作,所有后果读者自负,中国有色网概不负任何责任。
